Svima je poznato postojanje 3 agregatna stanja – čvrsto, tečno i gasovito. Svi takođe znamo da postoji i takozvano, ’’četvrto agregatno stanje’’, odnosno plazma. Međutim, malo ko zna da to agregatno stanje vidimo svaki put kada pogledamo u Sunce, neonsko svetlo ili kada ugledamo grom.
Plazma se, u odnosu na ostala 3 agregatna stanja, razlikuje po mnogo većem nivou relativne energije.
Šta to zapravo znači?
Uzmimo vodu kao primer. Ako čašu sa ledom malo zagrejemo, ubrzo ćemo dobiti vodu. Zagrevanjem čaše sa vodom, nakon nekog vremena dobijamo vodenu paru. Ako bismo znatno veću količinu energije iskoristili za zagrevanje vodene pare (mnogo veću nego za prethodna 2 koraka), i time dostigli temperaturu od 11.700 °C – vodena para bi postala snop gasova visoke energije koji mogu da provode struju. Takvo stanje se zove jonizacija, a snop gasa visoke energije koji provodi struju – plazma.
Plazma dakle nastaje kada neki gas izložimo veoma visokoj temperaturi, ili kada kroz gas sprovedemo električnu energiju.

Kako se ova tehnologija može upotrebiti za sečenje metala?
Pa tako što plazma, kao i metal, provodi struju. A pored toga što provodi struju, plazma ima ogromnu gustinu energije i temperaturu - u nekim slučajevima veću nego na površini Sunca.
Ova toplota je više nego dovoljna za topljenje svih metala, pa se tako koristi prilikom sečenja, i u nekim slučajevima, čak i zavarivanja metalnih ploča i cevi.
Kako to funkcioniše?
Ako bismo gorionik sa Wurth aparata za plazma sečenje metala presekli po dužini, videli bismo delove prikazane na slici ispod.
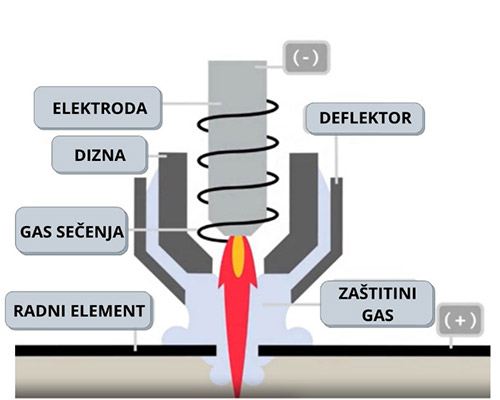
Na vrhu se nalazi elektroda čija je uloga da pretvori gas u plazmu. Gas koji se koristi tokom sečenja može biti običan vazduh, kiseonik, azot, argon ili mešavina nekog od navedenih gasova, sve zavisno od primene i složenosti plazma izvora. Elektroda je negativno naelektrisana, dok je metal koji sečemo pozitivno naelektrisan i spojen sa plazma aparatom preko takozvane ’’mase’’, odnosno kabla koji na taj način ’’zatvara’’ strujno kolo.
Plazma gas prolazi kroz mali otvor na dizni, koja ima ulogu usmeravanja plazma luka. Pre nego što dodirne metal, plazma prolazi kroz otvor na deflektoru, koji ima ulogu zaštite dizne i oduvavanja istopljenog metala iz zone reza.
Gas koji se koristi za sečenje, pored toga što se jedan deo jonizuje i postane plazma, ima ulogu i uklanjanja istopljenog metala iz zone reza, kao i hlađenja svih elemenata gorionika (dizne, elektrode, deflektora).
Koji tipovi plazma izvora postoje?
Najčešće, plazma izvori koriste običan vazduh pod pritiskom kao gas za sečenje. To su takozvani vazdušni plazma izvori.
Nešto složeniji su oni koji pored običnog vazduha, za kreiranje plazma luka koriste kiseonik ili neki iz grupe inertnih gasova (argon, azot). Ovim se postižu bolji efekti sečenja - sjajnija ivica i povoljnija geometrija reza. Korišćenjem kiseonika, može se povećati maksimalna debljina sečenja čelika. Složeniji plazma izvori imaju manje operativne troškove korišćenja, bolje hlađenje gorionika, seku brže i kvalitetnije čime opravdavaju veliku razliku u ceni kada je investicija u ove uređaje u pitanju.
Plazma izvore koji pored običnog vazduha koriste kiseonik, argon ili azot nazivamo gasnim plazma izvorima.
Koji materijali se mogu seći?
Plazma se najčešće koristi za sečenje čelika, aluminijuma i prohroma, iako se praktično svi tipovi legura i metala mogu seći ovim postupkom.
Vazdušne plazme su idealno rešenje za sečenje čelika, mada mogu seći i ostale metale.
Ako želimo bolje performanse prilikom sečenja čelika, kao i sjajnu ivicu bez šljake i oksidacije prilikom sečenja aluminijuma i prohroma - onda su gasni plazma izvori idealno rešenje.

Zašto bismo sekli metal plazmom?
Zvuči kao naučna fantastika – četvrto agregatno stanje, jonizacija, temperatura kao na površini Sunca. Deluje skupo, nepouzdano i nebezbedno. Uprkos tome, u poređenju sa gasnim sečenjem acetilenom/propanom (autogeno sečenje):
- Plazma zadržava visok nivo obrade i zavarljivosti metala, zahvaljujući manjem unosu toplote. Plazma sečenje kreira manje šljake u odnosu na gasno sečenje.
- Plazma sečenje je bezbednije, ne koriste se zapaljivi gasovi tokom rada.
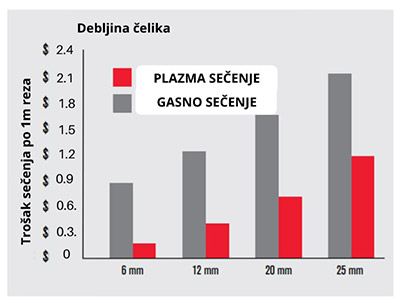
- Takođe je jeftinije i brže u odnosu na gasno sečenje.
Ispod je prikazan grafik operativnih troškova plazma sečenja u odnosu na gasno sečenje.
- Daleko jednostavnije za korišćenje i lakše za kontrolu – nije potrebno opsežno iskustvo.
- Veća fleksibilnost tokom rada, pored čelika mogu se seći i prohrom/aluminijum.
Da li se plazma koristi i za druge primene sem sečenja metala?
Pored sečenja, plazma se lako može kontrolisati i time koristiti za druge primene kao što su:
- Markiranje – odnosno graviranje metala
- Sečenje pod uglom – takozvano brajfovanje
- Žljebljenje – uklanjanje zavarenih spojeva i stvaranje kanala u metalu određene dubine
- Uklanjanje zavarenih elemenata pod uglom – Flush cut
Primena CNC Plazma sečenja je jedan od najčešćih procesa za precizno sečenje metala termalnim postupcima (topljenjem). Od ogromnih brodogradilišta do primene ručnih CNC plazma izvora za terenski rad, neke od industrija koje su nezamislive bez ove tehnologije su:
- Fabrikacija čeličnih konstrukcija svih tipova objekata
- Proizvodnja mašinskih elemenata i delova
- Brodogradnja
- Avio industrija
- Laka bravarija – dekoracija, izrada reklama, ograda
- Proizvodnja liftova, sistema ventilacija
- Elektroindustrija
Prilikom odabira CNC Plazma sistema ključno je kreirati konfiguraciju mašine koja odgovara potrebama i količini posla za koju bi mašina bila namenjena. Kreiranje konfiguracije zavisi od sledećih parametara:
- Radna površina – Zavisi od dimenzija table koje planiramo za sečenje, kao i prostora u pogonu koji je na raspolaganju za pozicioniranje mašine. Najčešće je to 1.5x3m, dok u nekim slučajevima to može biti do čak 3x12m.
- Maksimalna debljina metala – Od maksimalne debljine metala koji planiramo da sečemo, vrši se odabir nominalne amperaže plazma izvora, koja je proporcionalna maksimalnoj debljini sečenja.
- Kvalitet i geometrija reza – Od zahtevanog nivoa kvaliteta reza, kao i zahtevane geometrije, biramo tip plazma izvora:
- Vazdušni plazma izvori – visoka isplativost za serijska sečenja čeličnih limova (najčešća primena je fabrikacija svih tipova čeličnih konstrukcija). Srednji nivo operativnih troškova.
- Gasni plazma izvori – za istovremeno markiranje i sečenje, kao i visok kvalitet i odličnu geometriju reza, prilikom sečenja svih tipova metala (posebno prohrom i aluminijum). Veoma niski operativni troškovi uz veću početnu investiciju.
- Tip CNC jedinice – portabilni, stabilni ili mostni tip CNC jedinice. Odabir je funkcija radne površine, nivoa zahtevane preciznosti i dodatnih zahteva (npr. fabrikacija HVAC sistema zahteva mašine dizajna prilagođenog sečenju tankih limova)
- CAM softver – Zavisno od složenosti projektnih zadataka prilikom izrade krojnih listi, kao i specifičnih zahteva u proizvodnji, vrši se odabir i integracija odgovarajućeg ’’nesting softvera’’.
Wurth paleta proizvoda
Wurth u svojoj paleti proizvoda nudi sistemska rešenja u vidu portabilnih, stabilnih i mostnih CNC plazma sistema. Kompletna ponuda je koncipirana tako da omogući kreiranje odgovarajuće konfiguracije CNC Plazma sistema, prema svim varijantama i zahtevima na tržištu.
Prilikom proizvodnje Wurth CNC sistema, koriste se najnapredniji uređaji za merenje ispravnosti i preciznosti ugradnje svih komponenti, uz višestepenu kontrolu kvaliteta. Profesionalna obuka, održavanje mašine i redovan servis jesu neki od elemenata koji garantuju niske operativne troškove.
Više informacija o ovim sistemima možete da pronađete na linku.
Prilikom instalacije CNC sistema Wurth inženjerski tim vrši obuku i savetovanje na temu plazma sečenja, smanjenja troškova, povećanja produktivnosti, odabira parametara i pravilnog održavanja.
Isplativost i nivo funkcionalnosti konfiguracije CNC sistema je bazirana na sledećim elementima: tip CNC jedinice, snaga plazma izvora, način filtracije gasova, dimenzije radne površine i odabir CAM softvera.
Ukoliko plazma tehnologija ne zadovoljava zahteve sečenja čeličnih, prohromskih i aluminijumskih limova i cevi, iz naše palete proizvoda izdvajamo CNC Fiber Laser sisteme. Ove složene mašine su u mogućnosti da izvedu veoma precizna sečenja svih tipova metala u rasponu debljina od 0.5mm do neverovatnih 30mm ukoliko se koriste generatori visoke snage. Više informacija na linku.