LASERSKO ZAVARIVANJE
Laser (eng. Light Amplification by Stimulated Emission of Radiation) je uređaj koji pojačava svetlost stimulisanom emisijom zračenja. Laserska svetlost prenosi veliku energiju. Obzirom da je laserski snop paralelan, može se precizno usmeravati i na velike udaljenosti, pri čemu dolazi do vrlo malog širenja samog zraka i disipacije energije.
Laserska tehnologija u današnje vreme ima sve veću zastupljenost u oblasti obrade materijala. Područje primene laserske tehnologije je vrlo široko, od sečenja i graviranja metala, pa sve do zavarivanja istih.
NAČIN RADA I DELOVI LASERA
Laser prilikom svog rada emituje poseban tip svetlosti određene snage i frekvencije. U zavisnosti od potrebe korišćenja, ona može biti stimulisana ili spontana.
Osnovna konfiguracija lasera se sastoji od laserskog medija, laserske pumpe i rezonatora (dva ili više).
Laserski medij određuje na kojoj će frekvenciji raditi sam laser. Laserska pumpa je deo lasera koji poseduje energiju potrebnu za rad. Rezonator je sastavljen od dva ili više paralelna zraka sa različitim nivoima refleksije.
IPG Photonics Fiber Laser generator snage 1kW – Wurth aparat za lasersko zavarivanje WLW 10
ZAVARIVANJE LASERSKOM TEHNOLOGIJOM
Zavarivanje laserom definišemo kao proces pojačavanja svetlosti stimulisanom emisijom zračenja. Navedeni postupak zavarivanja se vrši pomoću toplote dobijene energijom snopa ubrzanih svetlosnih čestica. Zavarivanje laserskog tehnologijom obavlja se uz zaštitu inertnim gasovima kao što su helijum, argon, azot ili slične mešavine. Glavne karakteristike laserskog zavarivanja jesu velika brzina zavarivanja koja može dostići i do 10m/min, vrlo male deformacije i visok kvalitet nastalog zavara.
Zavarivanje laserskom tehnologijom se deli na dve osnovne tehnike, zavarivanje topljenjem osnovnog materijala i zavarivanje sa dodatnim materijalom.
Zavarivanje topljenjem osnovnog materijala
Zavarivanje topljenjem osnovnog materijala podrazumeva korišćenje laserskog zraka bez dodatnog materijala. U osnovi zavarujemo elemente istovremenim topljenjem metala elemenata koji se spajaju. Tehnika ovakvog načina zavarivanja se vrši malom gustinom snage gde pri udaru ubrzanih svetlosnih čestica otapamo osnovni materijal.

Gorionik Wurth Aparata za lasersko zavarivanje prilikom rada bez dodatnog materijala.
Energija laserskog snopa tokom zavarivanja je koncentrisana u jednoj tački koja se nalazi na liniji spoja dva materijala. Materijal u žarišnoj tački lasera se zagreva do vrlo visokih temperatura nakon čega sledi otapanje istog i međusobno spajanje.
Zavarivanje sa dodatnim materijalom
Zavarivanje sa dodatnim materijalom podrazumeva korišćenje laserskog zraka, gde u osnovi same putanje snopa, kroz žarište lasera provlačimo dodatni materijal - žicu za zavarivanje. Tehnika ovakvog načina zavarivanja se vrši malom gustinom snage gde pri udaru ubrzanih svetlosnih čestica prvo topimo dodatni materijal. Nakon toga, probijanjem dodatnog materijala dolazimo do površine osnovnog materijala. U tom momentu, energija laserskog snopa je koncentrisana u jednoj tački i zagrevanjem ujednačeno otapa dodatni materijal, a zatim i osnovni, čime se vrši međusobno spajanje dva elementa uz povećano deponovanje metala – dodatne žice za zavarivanje
Eksterni dodavač žice na Wurth aparatu za lasersko zavarivanje
ZAŠTITNI GAS
Zaštitni gas igra jako veliku ulogu kod laserskog zavarivanja tako što štiti zonu zavarivanja od uticaja atmosferskih gasova koji mogu biti izazvati greške u zavaru kao što su poroznost, neprovar, nepovoljne mehaničke karakteristike šava i sl. Pored zaštitne uloge koju gas igra u laserskog tehnologiji zavarivanja, isti služi i za poboljšanje estetskog izgleda i mehaničkih svojstva zavara. Izbor zaštitnog gasa pretežno zavisi od frekventnog opsega lasera, nivoa unete energije, vrste materijala i protoka gasa. Zaštitne gasove delimo na inertne i aktivne.
Pod inertnim gasovima spadaju Helijum (He) i Argon (Ar) koji su najbolji u pružanju zaštite od oksidacije i prevremenog hlađenja zavara. Helijum (He) karakteriše visoka enegija ionizacije i mala atomska masa. Argon (Ar) kao zaštitni gas se najčešće koristi pri zavarivanju tankih materijala jer ga karakteriše ne-reagovanje u kontaktu sa laserskim zrakom.
Pod aktivnim gasom podrazumevamo Ugljen-dioksid (CO2) i Kiseonik (O). Glavna prednost korišćenja aktivnog gasa prilikom laserskog zavarivanja jeste veća pristupačnost u ceni. Prilikom korišćenja aktivnih zaštitnih gasova, dolazi do povećanja brzine zavarivanja, ali nisu pogodni za procese ručnog zavarivanja laserom.
Neretko se koriste i mešavine gasova kao što su Helijum/Argon i Argon/Ugljen-dioksid.
U pojedinim naučnim istraživanjima novijeg datuma utvrđena je mogućnost praktičnog zavarivanja svih metalnih materijala, kao i pojedinih hemijskih sastava plastičnih materijala. Najčešće se zavaruje čelik, koji veoma dobro apsorbuje lasersku svetlost. Pored toga, primena u konstruktivnim zavarima sklopova od prohroma je sve veća.
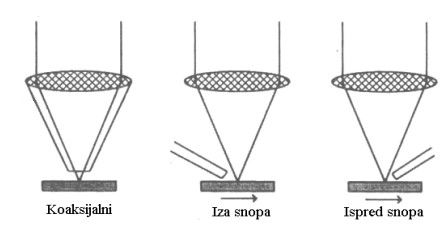
Načini dovođenja zaštitnog gasa do mesta zavarivanja mogu biti koaksijalni ili bočni (sa strane, iza ili ispred snopa).
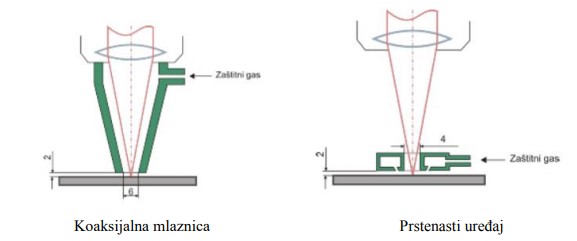
Vrlo je važno prilikom zavarivanja odabrati odgovarajuću vrstu, protok i dovod zaštitnog gasa kako ne bi došlo do pojave oksida i nagle promene boje na površini zavara. Veliku ulogu u odabiru vrše i mlaznice zaštitnog gasa. Postoji mogućnost korišćenja prstenastog uređaja (stariji metod) i koaksijalne mlaznice (metod novijeg datuma).
Koaksijalna mlaznica je najpraktičniji i najefikasniji dovod zaštitnog gasa i dolazi u obliku dizne (mlaznice). Koristi se prilikom ručnog ili automatizovanog procesa zavarivanja materijala debljine do 4mm i brzine zavarivanja do 1m/min.
PRIMENA LASERSKOG ZAVARIVANJA
Laser (generator lasera) je svetlosni oscilator, odnosno generator koherentnog tipa zračenja. Laseri se danas nalaze u širokom spektru primene. Pre početka zavarivanja laserom, potrebna je temeljna priprema podloge i materijala koji se zavaruje. Lasersko zavarivanje se najčešće upotrebljava u električnoj, automobilskoj i metalnoj industriji. Primena laserskog zavarivanja sve više nalazi mesto u preciznoj tehnici – delovi motora, zupčanici, vratila, cilindri i sl.
Tehnikom laserskog zavarivanja zavaruju se skoro svi materijali. Izazov prilikom laserskog zavarivanja predstavljaju metali sa visokom površinskom refleksijom, koja dovodi do rasipanja zraka i disipacije (gubitka) energije potrebne za zavarivanje.
Glavna pozitivna karakteristika koja se veže uz lasersko zavarivanje je prvenstveno njegova velika brzina rada i visok kvalitet zavara, koje ga ujedno i najviše razlikuju od ostalih procesa zavarivanja. Zona uticaja toplote (ZUT) prilikom zavarivanja ovom tehnikom je veoma kontrolisana, tj. uticaj toplote na okolni materijal je jako mali, u nekim slučajevima i zanemarljiv. Tokom zavarivanja ne dolazi do kontakta između zavarivača i radnog komada, što je takođe jedna od karakteristika zbog koje se tehnolozi odlučuju za zavarivanje laserom.
Isto tako, tehnika je fleksibilna i ekonomična i kod proizvodnje malih serija. Takođe, penetracija je vrlo visoka, uz uske i simetrične zavare visokih vizuelnih karakteristika.
Za debljine limova manjih od 3mm koristi se laser generator snage do 1kW.
POREĐENJE LASERSKOG ZAVARIVANJA SA OSTALIM TIPOVIMA ZAVARIVANJA
Možemo uočiti da se kod MIG/MAG/TIG zavarivanja kao i kod laserskog zavarivanja koriste zaštitni gasovi, koji mogu biti inertni ili aktivni, sa ciljem zaštite materijala prilikom zavarivanja od uticaja okolne atmosfere.
Sledeća uloga zaštitnih gasova kod MIG/MAG/TIG procesa zavarivanja je osiguravanje vodljivog prostora za održavanje električnog luka ionizacijom, dok to nije slučaj kod zavarivanja laserom, budući da se prilikom zavarivanja laserom ne koristi električni luk.
Jako elektromagnetno i svetlosno zračenje, oslobađanje gasova i štetne posledice za zdravlje zavarivača neki su od nedostataka koji su izraženi kod MIG/MAG tehnike, a kod tehnike zavarivanja laserom one nisu prisutne.
Zaštitna oprema operatera koji zavaruje laserom je komotnija i jeftinija u odnosu na onu koju koriste MIG/MAG zavarivači.
Održavanje stabilnosti luka kod MIG/MAG/TIG zavarivanja zahteva korišćenje različitih tehnika zavarivanja zavisno od položaja i tipa spoja, kao i veliko iskustvo i veštinu. Kod laserskog zavarivanja, stabilnost snopa kojim zavarujemo je znatno veća u poređenju sa lukom kod elektrolučnog zavarivanja, što dovodi do glavne prednosti - Zavarivanje laserom je znatno jednostavnije i brže.
Potrebno je manje iskustva, znanja i tehnike za postizanje zavara u poređenju sa MIG/MAG postupkom zavarivanja. Negativni uticaj ljudskog faktora je umanjen, što dovodi do toga da kvalitet zavara bude konstantniji.
Wurth paleta proizvoda:
Wurth u svojoj paleti proizvoda nudi sistemska rešenja u vidu 6 različitih konfiguracija aparata za lasersko zavarivanje. Kompletna ponuda je koncipirana tako da omogući odabir odgovarajućeg rešenja u zavisnosti od proizvodnog procesa i mogućnosti unapređenja kvaliteta finalnog proizvoda uz smanjenje operativnih troškova rada.
Više informacija o ovim sistemima možete da pronađete na sledećim linkovima:
Aparat za lasersko zavarivanje
Wurth aparat za lasersko zavarivanje
Wurt aparat za lasersko zavarivanje sa dodavačem žice
Kupovina Wurth Aparata za lasersko zavarivanje podrazumeva saradnju po sistemu ’’Ključ u ruke’’, koja podrazumeva sledeće aktivnosti koje su u sklopu cene urađaja:
- Konsalting po pitanju integracije laserske tehnologije zavarivanja u proces proizvodnje
- Projekat pripreme gasne i elektro instalacije
- Transport sistema do vašeg pogona
- Instalacija i testiranje uređaja
- Obuka operatera, završni ispit i predaja sertifikata za rad
- Redovan servis tokom garantnog perioda
- Tehnička podrška u slučaju kvara ili nepravilnosti u radu – svi rezervni i potrošni delovi na lageru